Ball Turner (10″ Atlas Lathe)(Updated 05.26.2013)Completed
Ive begun the Ball Turning attachment today.
I acquired a 4″ x 24″ length of steel from a good friend “Thanks Rod!”
I plan on cutting it up into 2 pieces for the base and the upper section.
then Ill need a third piece for the cutter portion.
My design is heavily based on the one from user known as 737mechanic, or on the yahoo group
“Swagrimreaper“, as well as known on the Chaski board as 737mechanic too.
Im guessing its based on Steve Bedairs version. with some major mods being its designed for the Atlas only as well as having a dual cutter head and a grease zert fitting.
Many thanks to all of you. Now onto my version. (their version with my lathe in mind)
Materials. (so far)
1 pc 4″ Steel stock round
1 pc .5″ steel plate.
4pcs .25/28tpi x1″ set screws
2pcs .375 x 1″ cap screws
1pc .375 x 2″ steel stock
1pc .75 x 3″ cap screw
1pc .25 x 28tpi Grease Zert
1pc material for the handle (undecided as of yet)
A generic drawing Ill add my final measurements as I go. Then Ill update the drawing to reflect.

The lathe base plate has a foot print of 3.25″ My first thought was Ill turn the 4″ down…
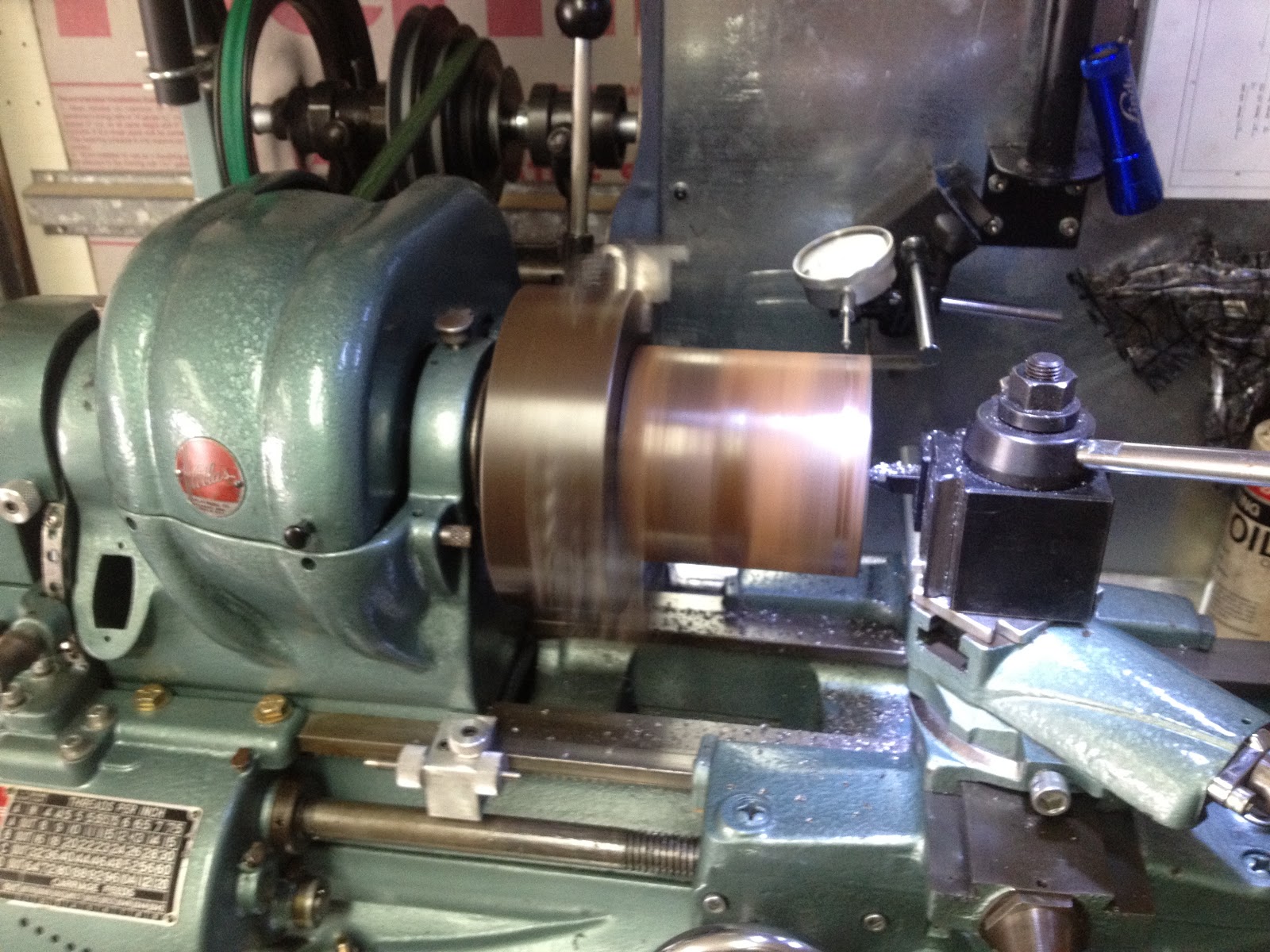
Aint gonna happen! I left it 4″. I cut 5″ chunk off and move to the lathe.

I faced it and begun the operation.

The bottom of the bottom plate just needs facing, and i added the .02 relief to match the part that came off it. Then the opening for the conical dove tail
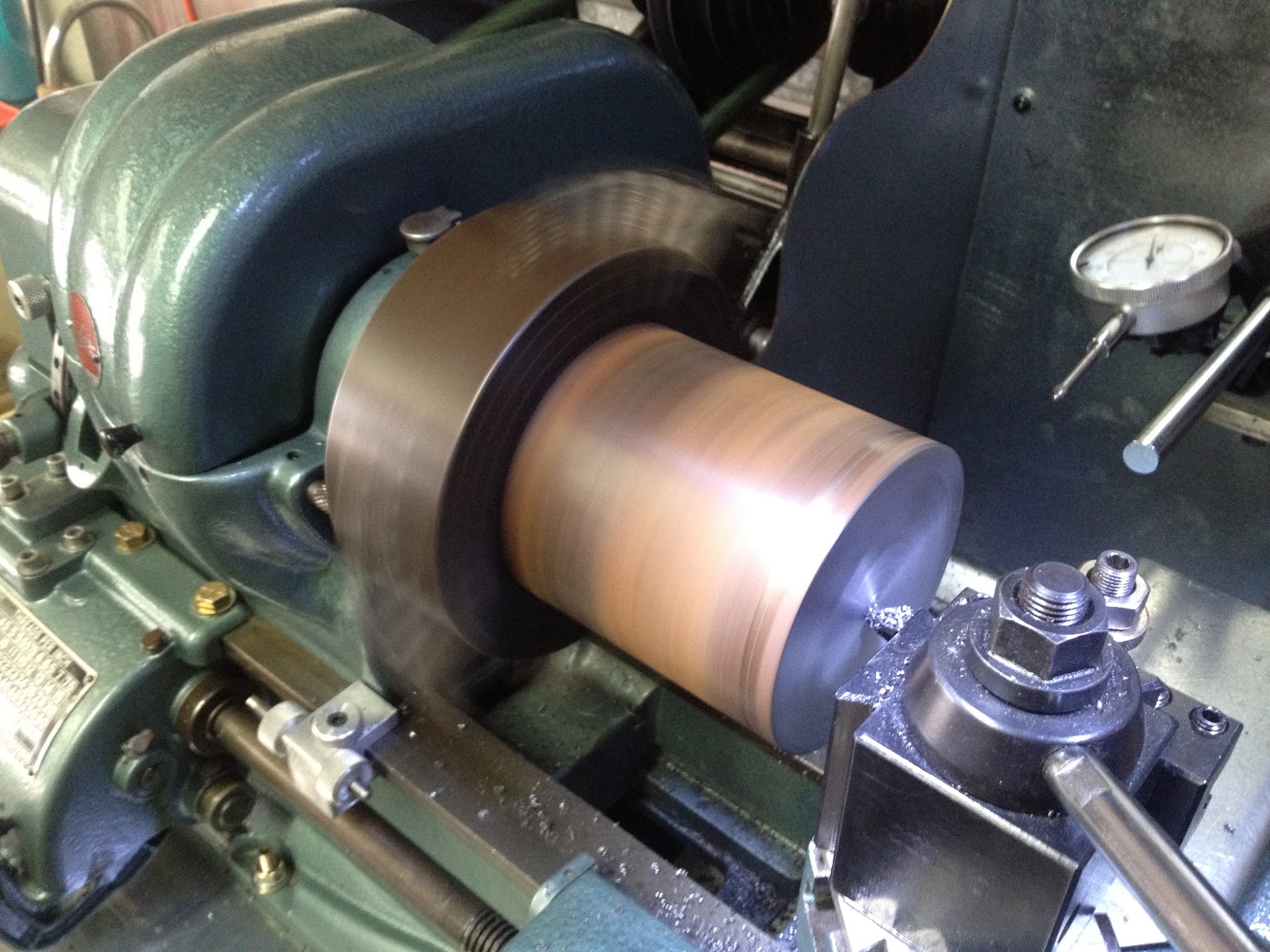
I drilled a 3/8 hole all the way thru. followed by a 1″ hole .650 deep. Then I cut the opening up to
0.00″ and then cut the relief for the shoulder both that will hold the parts together. Cleaned up the edges.

Time to flip the part over.
I again faced the top side of the bottom section.

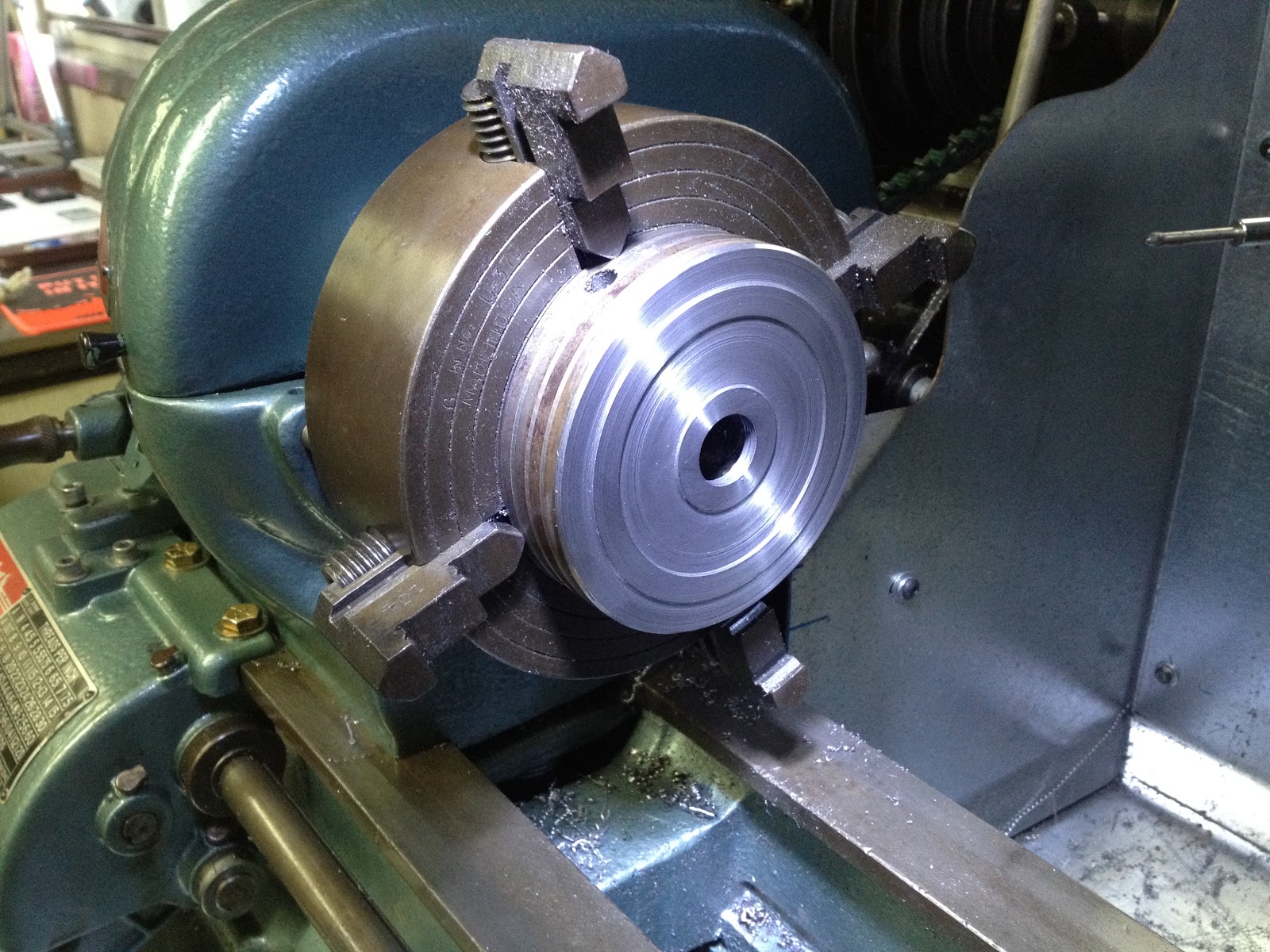
Added 2 shoulders for the parts to mate too. they are .02 high and about .25 wide.

Cleaned up the edges and off to the drill press.
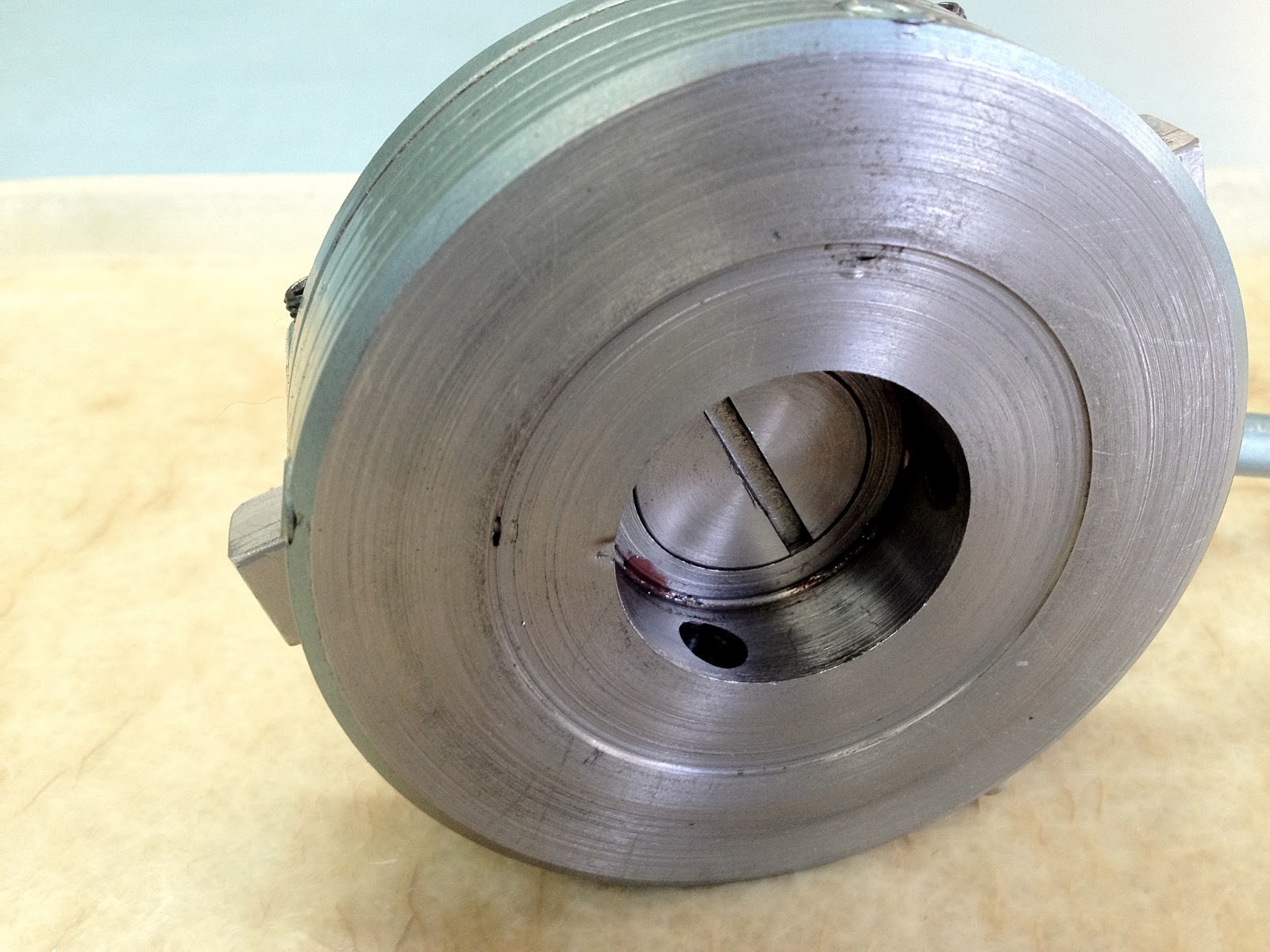
I drilled 3 holes 2 for the locking pins and 1 for the grease zert.
I matched the holes from the original compound bed. the grease zert required 2 holes.
 One 1.5″ deep from the side going into the part and then one from above intersecting the previous hole.
One 1.5″ deep from the side going into the part and then one from above intersecting the previous hole.
(this is how grease will get in between the parts).
I tapped the 3 holes and moved onto the bolt that will holed the parts together.

The Shoulder bolt. (Pics coming)
I started with a 3″ x 3/4 cap screw. On the lathe I cut it down to size.
a few operations and Im getting real close. I left it long so I could come back and cut it to length when the top piece is complete. (revisit)
now onto the top part.
Once again, 4″ part in the lathe and faced both sides..
(Stopped for the day)
(Updated Below)05.26.2013









you have a print with dimensions?