Atlas Lathe Thrust bearing Mod
***Update: 05.11.13
Its been several days and I have spent about 5 or so hours behind the lathe.
and all I have to say is WOW! what a difference. Jan @ tallgrass tools said the increased size dials
“increase one’s confidence” I can totally agree no more second guessing the tiny numbers!…
All,
Just thought I would add the thrust bearing Mod I did pre the 1″ to 1.5″ dials.
I did this mod some time ago but Ill try and point out the important stuff.
On my atlas lathe, in order to have most of the backlash taken out of the crossfeed and the compound
you must tighten the shaft assembly that all the parts ride on. this in turn makes the dial possibly hard to turn and maintain while keeping the backlash at bay. I found this mod elsewhere and thought I would add my 2 cents to it. (along with pics) I will add this mod is not reversible since you will be modifying your parts. I dont know why this would be important but felt I must say so.
Part Sources: As I recall you will want 6 thrust bearing and 12 matching thrust washers.
I think I paid about 23.00 delivered to my door step.
Search around for the part numbers listed on the last pic.
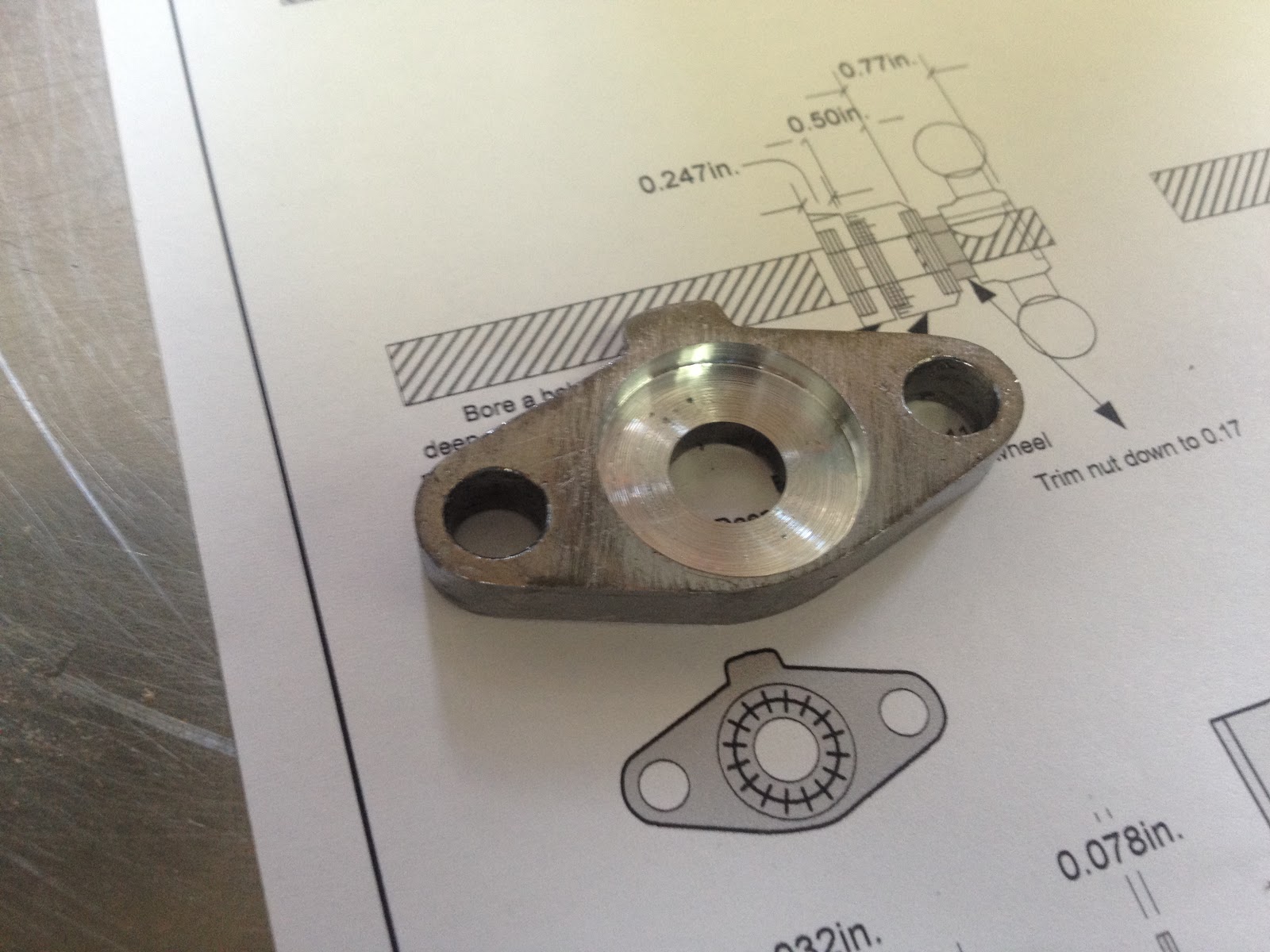
The thrust bearing assemblies measure about .125 when assembled. (specs on last image)
So, all counterbores are .110 deep by .8 in diameter with sharp inside corners.
My suggestion is: while doing this mod. go ahead and make the leap to the 1.5″ dials.
One more thing possibly worth noting. I took a long hard look at the dials you can buy in several different states of completion at TallGrassTools. Jans dial design is quite a bit different from the
atlas versions and you can tighten the heck out of your shafts all while maintaining some free/smooth
dial operation so if your not into the thrust bearings mod I highly suggest you take a look at his version.
he is great to deal with and very very knowledgable.
And, In my case I had already cut my parts having gone down a path that does not lend it self to Jans design.


















Those are nice features that you listed there. Thse are the qualities that I have been looking for from a very good bearing.
tilt pad bearings